In focus: The axial piston machine
Economical and precise machining with sound process solutions from MAPAL
MAPAL has carefully examined critical components of the fluid power technology industry and their complete machining. One example of this is the axial piston machine. Its series production and the machining of its different components pose a variety of challenges both for processing as well as the individual tools. MAPAL experts have developed a solution that reduces machining time for cylinder block alone by 19 percent for a client.
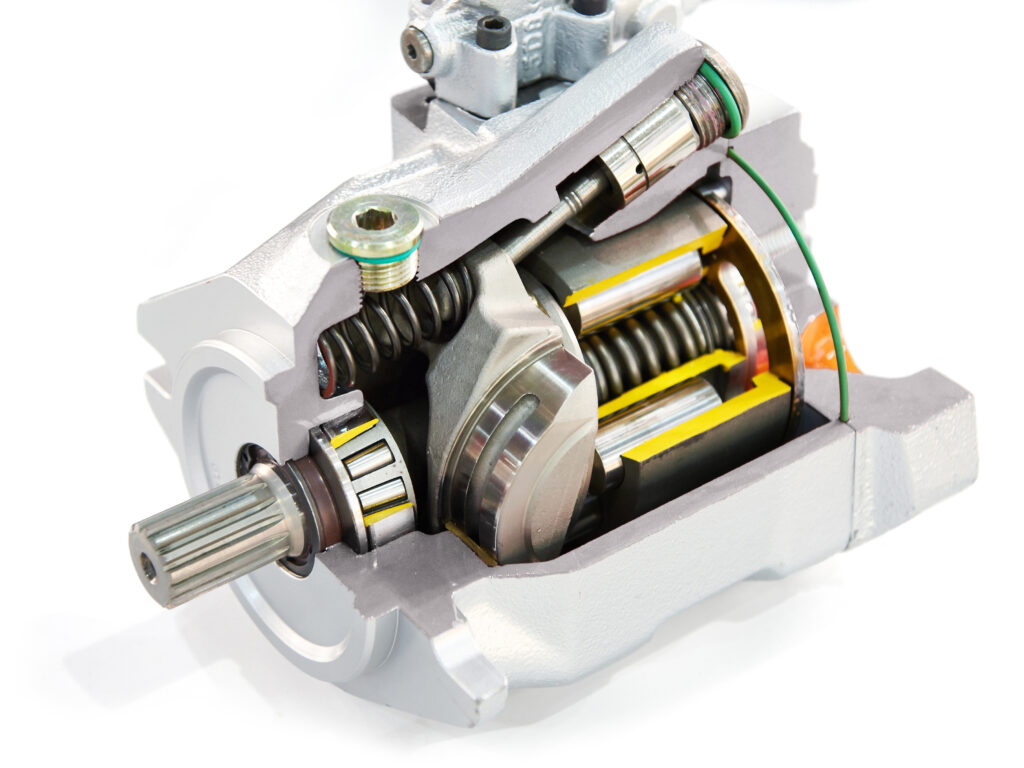
Both axial piston pumps and axial piston motors are meant by axial piston machines. While they are technically identical, they usually perform different tasks in closed and open hydraulic circuits. Both convert hydraulic and mechanical energy. Axial piston machines are used in modern forage harvesters, for example.
They are readily used both in such tractors as well as in heavy road and building construction machinery and mining. “Manufacturers of axial piston machines produce them in mid to large series”, says Tobias Stolz, Component Manager for General Machining at MAPAL. A high degree of accuracy is required to machine the units’ individual parts. MAPAL is an expert in combining high quantities and precision.
They have thus been able to improve processes considerably and save costs for clients in the fluid power sector. MAPAL also already has all the products in its portfolio required to completely machine the individual components. Thus, the axial piston machine was an obvious choice for MAPAL as a component to focus on. The experts developed a model process, which they have successfully put into practice (with individual adjustments) for clients.
The axial piston machine is made up of the components housing, adjustment unit, port plate housing and cylinder block. When machining the housing made of EN-GJL-250, which provides the unit with protection, the machining of the oil leak countersink is central. For this, MAPAL recommends a modular boring tool, which is particularly economical due to the TTD replaceable head drill and indexable inserts. Milling cutters from the NeoMill range are used to machine the housing’s different surfaces. “This a special feature that we can offer MAPAL customers”, Stolz says, referring to the combination of specially designed custom tools and economical standard tools.
Standard tools are used for the most part to machine the adjustment unit made of EN-GJS-400-15, the axial piston machine’s control instrument. MAPAL recommends solid carbide drills from the MEGA-Step-Drill family for the threaded bores. In addition, FixReam reamers and HPR replaceable head reamers are used for the fine machining of various bores.

The third component, the port plate housing, is the axial piston machine’s connection plate and thus the pressure and suction connection to further parts in the hydraulic circuit. It is usually made of EN-GJL-250 or EN-GJS-400-15. Interrupted cuts and partially thin-walled component segments pose challenges during machining. “We machine some of the bearing seats and rotor bores with multi-stage, specially designed boring tools with indexable inserts, thus ensuring high-quality bores even in difficult conditions”, says Stolz. As for the last component, he boasts: “If there is a highlight when it comes to machining axial piston machines, then it definitely has to be the cylinder block.” This is the heart of the axial piston machine and is made either of steel (C45 or 42CrMoS4) or spheroidal cast iron (EN-GJS-500-7 or EN-GJL-400-15). Through the movement of the pistons and the oil this sets in motion, this component performs the machine’s main function. For it to work, the piston bores, amongst other things, often have to be machined with the pressed-in liners and pressure and suction kidneys.
“One customer was struggling with high costs for manufacturing cylinder blocks”, Stolz reports of a particular use case. A great deal of effort was required to ensure the defined surfaces, which had to be between Rz = 27 and 37 µm, as well as the high quality of liners with tolerances for roundness, straightness and parallel alignment of 3 µm. MAPAL experts developed an economical process together with the customer with which machining time was reduced by 19 percent per part in total.
The customer machines the pressure and suction kidney with the OptiMill-Uni-Pocket solid carbide milling cutter as part of this new process. This supports the boring process by way of inclined plunging. The machining of these inlets and outlets therefore does not require any other tools. The step drill with Tritan-Drill geometry offers similar benefits when pre-machining the piston bores. The spot face that is normally required is dispensed with. Thanks to the sharp cutting edges, the bottom of the bore also does not have to be deburred. The multi-stage MAPAL fine boring tool ensures optimal quality before the brass bush is pressed in. It is not only very precise during machining but also particularly economical thanks to the HX insert’s six cutting edges. These three tools alone reduce machining time by 19 percent compared to the previous method. And this shows once again: “We offer our customers economical processing solutions to their machining challenges – for all functionally relevant parts in the fluid power industry”, Stolz summarises.


