Starrag Heckert Machining Centres Drive Savings For Aluminium Foundry
Two Starrag Heckert machining centres are enabling an aluminium foundry in Italy to finish-machine rough cast components for the automotive industry – thus avoiding all the potential time and quality problems of outsourcing as well as avoiding production bottlenecks.
The two machines – a five-axis Heckert X40 and a four-axis Heckert H40 – are also helping Lombardy-based Industria Metalli to effectively become a system supplier of components that, because of the reliability and speed of the Heckerts, are now significantly more cost-competitive than those offered by companies which do not have in-house machining.
Industria Metalli specialises in vehicle components, from supports and brackets through to housings, generating 40% of turnover from the automotive sector; 30% from the commercial vehicle market; and 30% from agricultural. Each year it produces over five million cast aluminium parts using 8,000 tons of secondary aluminium, for 160 customers around the world.
Until the installation of the Heckert machines, the company outsourced all its machining; after diecasting, the near-net shape components were finished by a sub-contractor. However, outsourcing was increasingly causing logistical concerns as well as cost and quality issues.
For example, small air pockets (blowholes) can occur in cast parts, but these are often not detected during X-rays and are only picked up during final machining. Their late detection by subcontractors results in significant delays to the production process; the part has to be melted down and poured again.
Such bottlenecks were a thorn in the company’s side. The turning point came with the arrival of a new project manager who had worked as a machining specialist in the automotive industry. He recommended purchasing a five-axis Heckert X40 and a four-axis Heckert H40 to assist the establishment of a machining facility.
The machines are delivering everything that Starrag said they would and, in fact, Industria Metalli says it is “particularly pleased with the high and consistent machine rigidity”. It uses diamond tools to finish the parts and even at 20,000 revolutions per minute, the diamond doesn’t break if it hits a blowhole.
An electronically-controlled coolant supply ensures temperature stabilisation of the workpiece and the tool, for example, since without effective wet machining it would be impossible to achieve optimum swarf removal. This is key to a clean and rapid process; aluminium swarf can easily stick to the diamond and scratch or impair the cast component.
In addition, while many components have hard-to-reach areas such as holes or pockets, processing time has been reduced by several seconds per clamping surface compared to that offered by sub-contractors because the Heckerts are run at significantly higher cutting speeds. Importantly, too, the machines achieve a surface roughness (Ra) of 20 µm, so no further processing is required.
Industria Metalli began its in-house machining by processing simple housings for oil filters, and it soon advanced to machining one in ten of its components. “I am optimistic that we will soon be able to finish more products using the Heckert machining centres and that we will also receive orders for new components”, states Managing Director Fausto Becchetti.
He adds: “By establishing a mechanical manufacturing facility, our opportunities to progress to tier one, to become a system supplier, have increased significantly. Our products are now significantly more competitive in comparison to those from many of our competitors which do not have in-house machining. The two Heckert machining centres represent the first milestone in our journey.”

With a high level of vertical integration, more than five million cast aluminium parts are produced for 160 customers around the world using 8,000 tons of secondary aluminium.
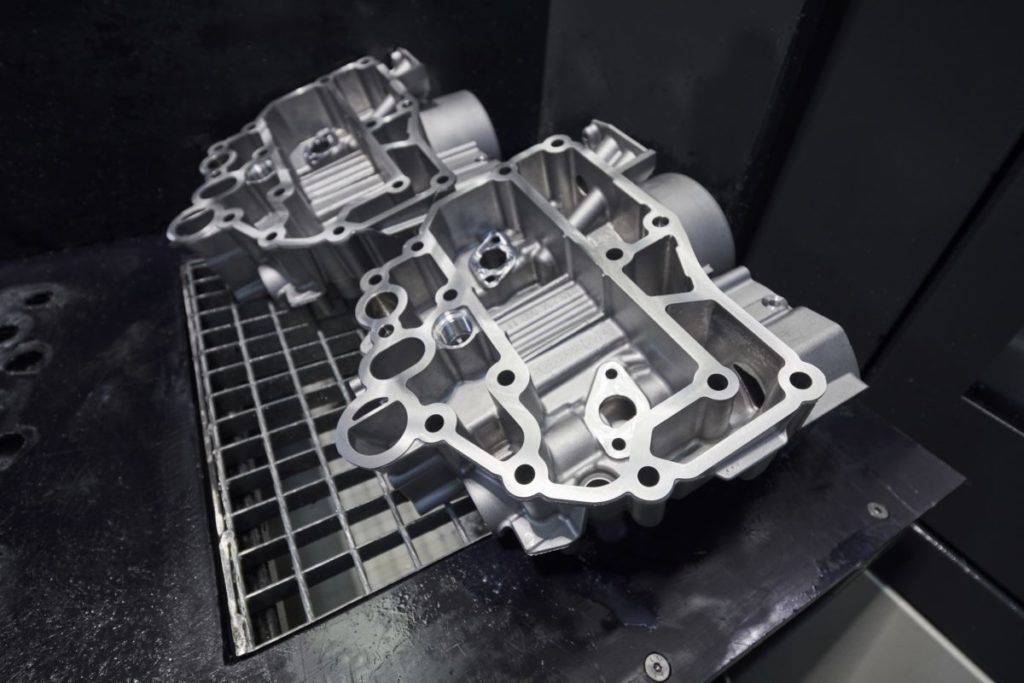
Industri Metalli using the two Heckert machining centres to machine simple housings for oil filters. The company is already machining one in ten of its components in its new production cell.
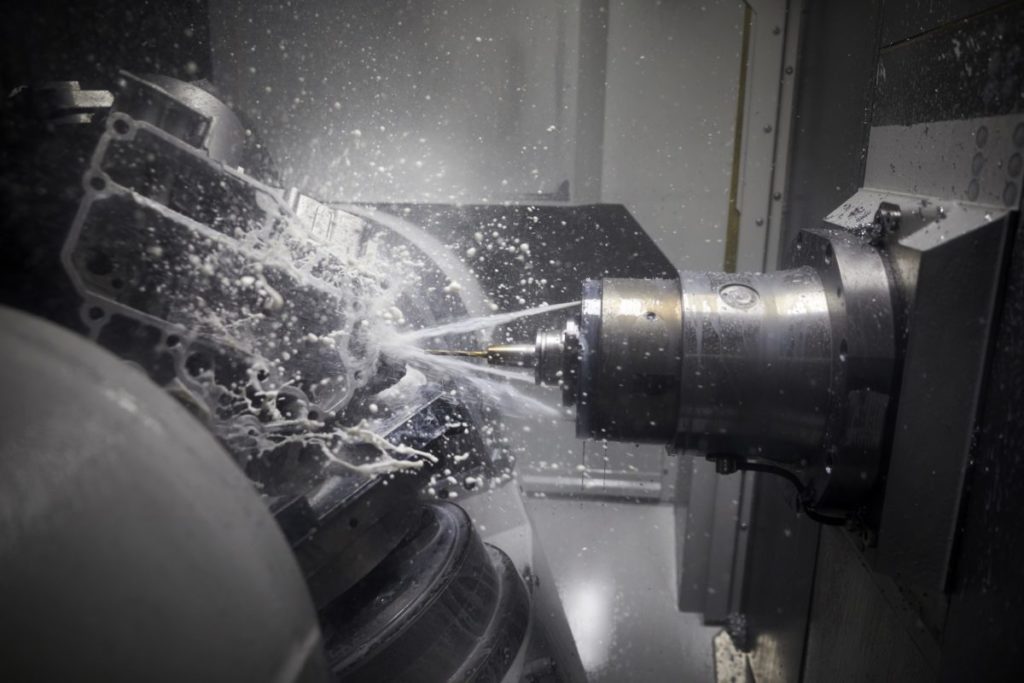
An electronically controlled coolant supply ensures the temperature stabilisation of the workpiece and the tool and takes care of swarf removal.