Starrag, Kennametal and Rolls-Royce provide aerospace specialists with material awareness of the future
A packed audience of aerospace production specialists were treated to a font of advanced manufacturing knowledge at the AMRC with Boeing Centre, Sheffield, when machining solutions specialist Starrag UK joined forces with tooling expert Kennametal to present their ‘Optimised Titanium and Inconel Machining’ event – with the added bonus of an insight into some of Rolls-Royce’s activities.
The event not only included technical presentations – on the benefits of Starrag machining centres and a number of new Kennametal developments – but there were also demonstrations of best-practice machining of Inconel and titanium workpieces on the AMRC’s Starrag STC 1250 machining centre, as well as an insightful keynote speech on ‘High Performance Manufacturing’ by Rolls-Royce’s Technology Partnership Manager, Dr Jamie McGourlay.

Dr McGourlay outlined Rolls-Royce’s manufacturing achievements during the past decade of collaboration with the AMRC embracing, for example, process modelling, intelligent fixturing, multi-tasking machining and the use of advanced cutting technologies.
“Working closely with the AMRC over the past 10 years has enabled our adoption these high-performance manufacturing technologies,” he said.
He went on to describe some of the company’s current groundbreaking work, including the Ultrafan engine project that involves new generation materials and processes, the Tempest fighter jet programme and the E-FanX hybrid electric/gas turbine engine. Importantly, too, he highlighted some of the challenges that lie ahead in terms of the:
- Increasing combination of electric/electronical and mechanical engineering;
- Fusion of physical and digital technologies; and
- Growing demand for cleaner, safer and more competitive power sources.
The 60 or so attendees also learnt about innovative products from Kennametal, including a flat bottom drill for the fast and effective pre-drilling of pockets and corners, and the KM4X spindle – successfully used on a Starrag customer’s STC 1000 machining centre – that offers ultra-high clamping force (higher than HSK types, it was stated) plus the HARVI Ultra 8X helical milling cutter.
Starrag has eight machines in-situ at the AMRC and the accompanying Nuclear AMRC, and it was on the STC 1250 machining centre that two live machining demonstrations using a variety of Kennametal tooling wowed the audience.
The first, on Inconel 718, saw a KCRA 63 mm diameter cutter with KYS30 ceramic for face milling taking 2 mm depths of cut at 5,052 revs/min and at 2,425 mm/min; followed by profile milling using a 32 mm KIPR end mill at 8,000 revs/min and 1,680 mm/min.
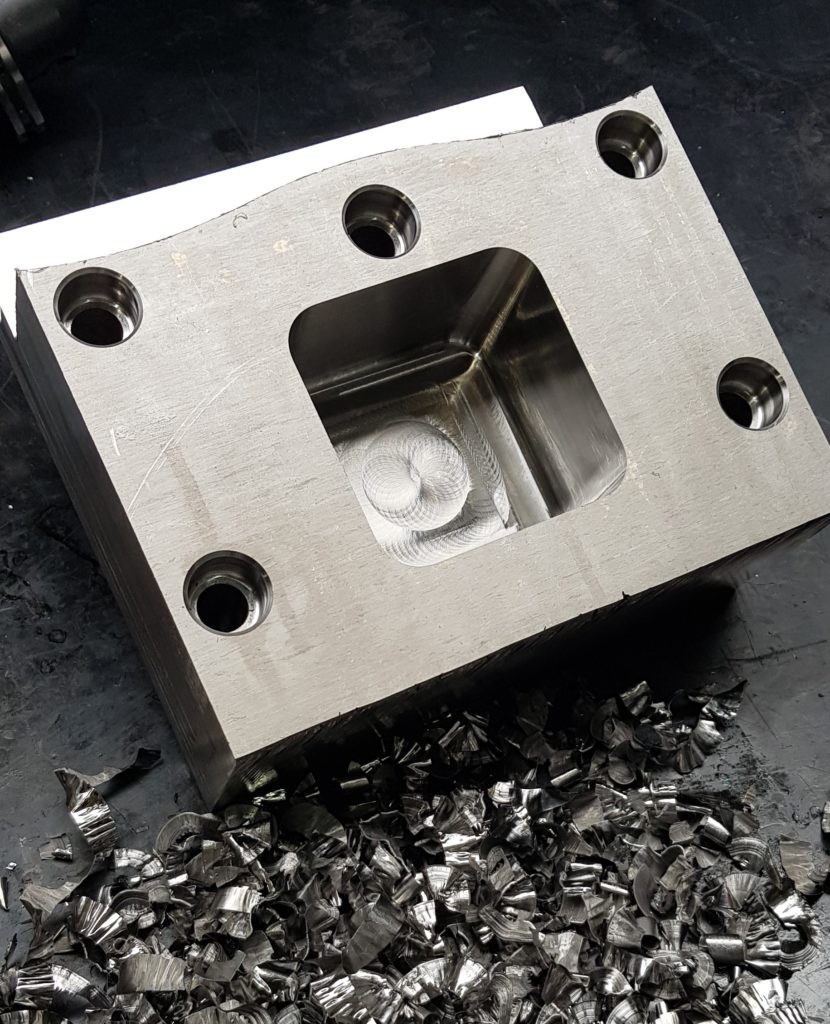
Next was plunge and pocket milling, plus heavy five-axis profile cutting (using the new HARVI Ultra 8X cutter at 65 m/min and 0.15 mm per tooth and 80 mm depth of cut and 10/25 mm width of cut) on titanium 6AL4V: using a 60 mm diameter flat bottom drill applied at 45 m/min and 0.12 per tooth; a 25 mm diameter HARVI 1 (four- flute) solid carbide end mill at 70 m/min and 0.12 per tooth; and a HARVI 2 (five-flute) 20 mm diameter solid carbide end mill to finish a pocket in a single pass at 110 m/min and 0.1 per tooth.
Delegate Paul Shuttleworth, manufacturing manager of Holygate Aircraft Components, summed up the audience’s reaction to the day-long event: “Today we have seen some fine examples of how a machine tool manufacturer and a cutting tool supplier work together to produce manufacturing solutions.”