WNT workholding proves that less is more at Peerless Gas Controls
Better known for its extensive range of cutting tools, WNT (UK)’s range also includes some innovative workholding systems and these, along with applications know-how, are delivering significant productivity gains at Peerless Gas control in north Wales.
Peerless Gas Control has a history dating back to the late 19th century when it was formed as M. Howlett and Co Ltd was located in Birmingham. Now, as part of the Peerless Group of companies it is located in Flintshire, north Wales and its modern manufacturing facilities combine to produce 1.5 million components per year, including gas solenoid valves and regulators, with the company recognised as UK’s leading manufacturer in its field. Continuing growth in sales both in the UK and overseas saw the need for further investment in machining capacity and a Haas Minimill was purchased with a 4th axis fitted. As this machine would be used to produce similar components that were already being machined, the workholding solution required was going to be a simple replication of the existing set-ups. That was until a timely visit by WNT (YUK)’s Technical Sales Engineer Matt Darbyshire.
The existing set-up consisted of four vices on a horizontal tombstone, which were then rotated by the 4th axis. Peerless Gas Controls had been happy with this set up as it gave them 16 parts per cycle, and asked WNT to quote like-for-like. While happy to look at that option, Matt’s experience told him that there was a better way, one that would reduce the number of vices, while increasing the number of parts per cycle and reducing the cycle time. One of the key challenges was designing this new three vice set up to meet the limited machining envelope as new, longer cutters would be required. “By switching to three vices instead of four this gave much better access to the parts for machining and allowed the cycle to be completed in one-hit, rather than the system at present that required parts to be rotated mid-cycle. The design did require the use of tools with longer reach so the design of the fixturing and some programming changes were brought in to compensate for this, with no loss of productivity,” says WNT’s Matt Darbyshire.
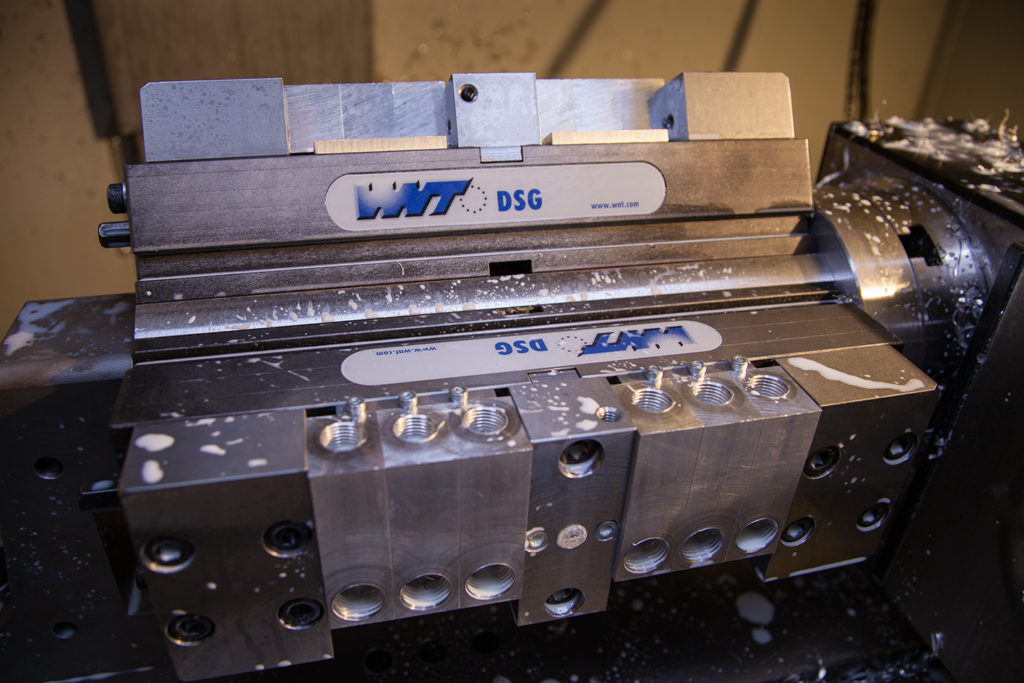
The vices used are WNT’s DSG series vices, which are located on a triangular tower held horizontally in the 4th axis unit. Additionally WNT has designed sub-plates, with precise, specific, location points that allow rapid changeover from one component type to another. The DSG series was ideal for the set-up due to a number of features, these include a very low profile, with a height of just 60 mm from the vice base to the location surface where the part will sit. They can, as in this case, be set up as a centric vice with a central third jaw, making load/unload easier, this system also makes use of the ‘third hand’ facility that allows one side to be clamped while the second side is being loaded. The vices can also be supplied measuring between 270 mm and 650 mm in length to suit the specific application.
“Initially we were a bit sceptical when Matt suggested that we could increase productivity by reducing the number of vices as we thought we were being efficient with our existing set-up. However, as he explained it to us it became obvious that savings could be made and the proof is that using the old system we could finish 16 valve blocks in 65 minutes. Now, by just having three vices, we can finish 18 parts in 45 minutes and we do not have to interrupt the cycle to turn parts over. The set-up is so much easier with the modular system that has been designed by WNT. And the service we received was also excellent. From placing the order the complete workholding package was delivered and on the machine within a week,” says Tom Thomas, Engineering Manager, Peerless Gas Controls.
The WNT workholding range provides a versatile solution to many fixturing problems, with vices ranging from conventional NC vices through the HSG range for five sided machining and the ESG and ZSG mini-series of vices for smaller parts and machines. All of these can be fitted to WNT’s Zero Point base plates or tombstone clamping towers for quick and easy set-up. This range, combined with the applications knowledge of the engineers at WNT can generate significant productivity gains as exampled at Peerless Gas Controls, where by engineering a better solution they are seeing a 30 per cent reduction in cycle time, while seeing an increase in parts produced of 12.5 per cent per machine cycle.
“Because at the time we did only a small amount of business with WNT (UK), we weren’t fully aware of both the range of workholding that they had or the engineering support that they could provide for companies such as ours. The work that Matt has done to pull this project together has opened our eyes to the benefits that can be had and has certainly enhanced our relationship as the service and support have been exemplary and the benefits that we are seeing fully justify the time and investment made,” says Steve Crutchley, Group Managing Director,
Peerless Group
Issued on behalf of
WNT (UK) Ltd.
Sheffield Airport Business Park
Europa Link · Sheffield · S9 1XU
Tel.: 0800 073 2 073
Fax: 0800 073 2 074
e-Mail: tony.pennington@wnt.com
Contact:
Mr Tony Pennington
Managing Director



