1
Providing Solutions Throughout the Engineering Supply Chain
About GTMA
Who We Are
GTMA Initiatives
Publications
Supply Chain Strategy
Suppliers
Suppliers
Additive Manufacturing
CNC Precision Machining
Composites
Electronics
Forgings & Castings
Jigs & Fixtures
Metrology
Mould & Die
Moulders Directory
Other Products & Services
Pattern Making
Polishing
Power Transmission
Precision Machining
Press Tools
Pressed Components
Rapid Prototyping
Software
Special Purpose Equipment
Specialist Welding
Surface Technology
Tooling Technologies & Materials
Training
Workholding, Cutting & Ancillary Equipment
Sectors
Membership
About the Membership
Join GTMA
Subscriptions
Conditions
Services
Partners
News
Events
Contact
Home
»
News
News
All News
Events
Food & Drink
Industry News
New Products & Services
Press Releases
Aerospace & Defence
Automotive
Energy
Manufacturing
Marine
Medical
Oil & Gas
Rail
Energy
Net Zero News – Early June 2025
2nd July, 2025
Industry News
Construction Industry News – Early June 2025
2nd July, 2025
Manufacturing
Manufacturing News – Early June 2025
2nd July, 2025
Energy
Nuclear News – Early June 2025
2nd July, 2025
Rail
Rail News – Early June 2025
2nd July, 2025
Aerospace & Defence
Defence News – Early June 2025
2nd July, 2025
Aerospace & Defence
Aerospace News – Early June 2025
2nd July, 2025
Automotive
Automotive News – Early June 2025
2nd July, 2025
Manufacturing
MonsterMill ISO – Fully equipped for machining nickel-based alloys and titanium
2nd July, 2025
Press Releases
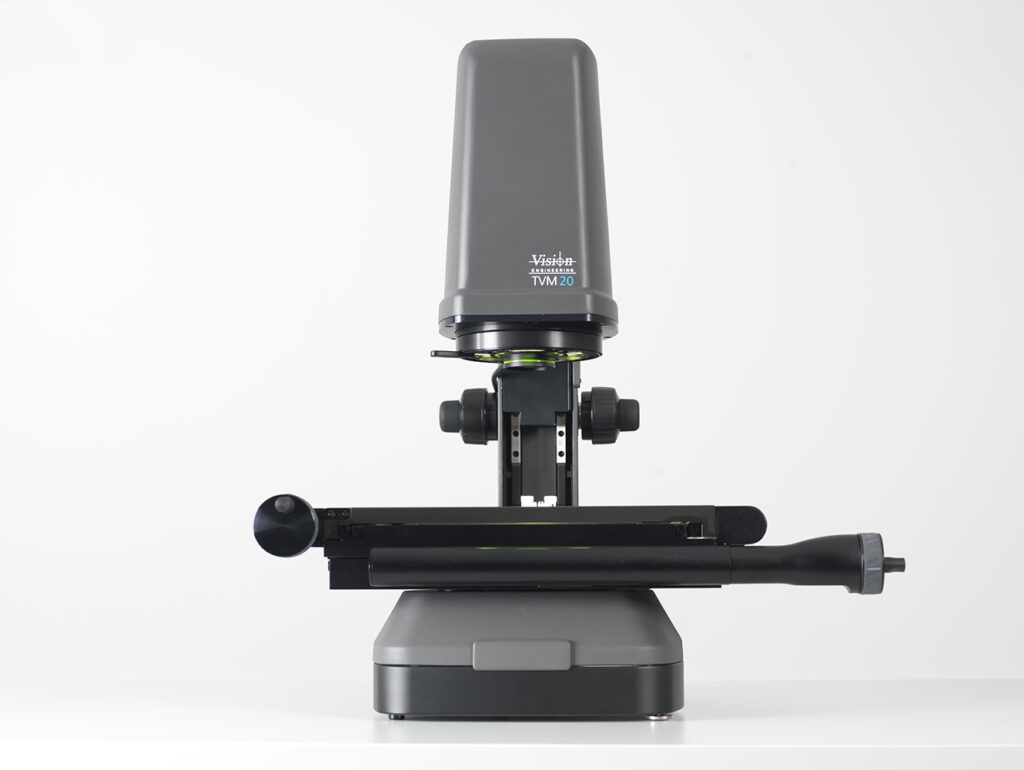
The TVM20 and TVM35 are non-contact 2D digital measuring microscopes
30th June, 2025
Press Releases
Inventory Management for Precision Engineering: How PSL Datatrack Can Help
25th June, 2025
Manufacturing
Experience Unseen Detail: Hawkeye Introduces Game-Changing Q2 1.8mm Borescope
25th June, 2025
1
2
3
…
90
Next Page »
© 2025 Gauge and Tool Makers Association Registered in England, no. 00375508 |
Privacy Policy
Manufacturing Resource Centre, Adams Way, Alcester, Warwickshire, B49 6PU